Wire area reduction percentage Inversely the drawn wire diameter is calculated from the incoming wire diameter. Our range of products is appreciated for their dimensional accuracy.

Example Pass Schedule For The Eight Pass Wire Drawing Process Download Table
Established in the year 1994 we at Alpha Dies are engaged in manufacture supply and export a wide range of Wire Drawing DiesPCD Dies Diamond Dies PCD Diamond Dies PCD Wire Diamond Dies PCD Wire Drawing Dies and Trapezoidal Shaped Wire Drawing Dies.
. If this is not done the wire will break due to unequal wire ten-. Assomac Machines - wire drawing machine formulas wire machinery formulas wire drawing machinery wire machinery wire manufacturing machinery wire drawing machine wire making machine steel wire making machine wire straightening and cutting machine specialized die boxes. Woodburn Diamond Die has been recognized throughout the world as a preferred supplier of die sets requiring elongation certification between dies.
The normal entrance angle is a 40 degree included angle in standard R5 series wire dies. Between the workpiece and the die interfaces is modelled by Coulombs coefficient which is represented by µand in this case is constant. The subsequent drawing die must have smaller bore diameter than the previous drawing die.
Coiled rod obtained in a hot-rolling or extruding process forms the starting stage of wire drawing whereas a hot-finished tube is used for a cold-drawing. This powerful calculator helps you quickly and easily calculate wire die strings and calculate your wire production volume. WIRE DIE INDUSTRY LEADER As a worldwide industry leader Fort Wayne Wire Die Inc has taken great pride for more than 70 years in manufacturing quality precision-made wire drawing dies and hard-material components for the wire industry.
Having been an ISO 90012000 registered company for many years Fort Wayne Wire Die is. Wire is affected by drawing speed because it affects directly the contact time of the wire with the die. F drawing force q m pressure between die and wire µ coefficient of friction F.
Eddie also has a unit converter that quickly converts between wire gage sizes and tensile strengths. 1306 Continental Drive Abingdon MD 21009-2334 410-272-4600 phone 410-272-6559 fax. In order to match accurately to the elongation of the wire drawing machinery used Woodburns die sequence calculation software determines die sizes and tolerances.
Drawn wire diameter mm inch A. Stress local analysis for wire drawing. Elongation of wire drawing.
Even if the draw ratio is acceptable a small amount of stretch likely will occur when the metal is impacted by the draw punch radius and the die entry radius. An increase of the wire length. Figure 3 shows the relationships between the draw punch and the blank.
This reduction of section is at the same time balanced by. If the size of the incoming wire is known. Both the diameter size and the section of the wire are reduced.
Incoming wire diameter mm inch Øout. As with the bell radius it can be left unpolished. This increase is called Elongation.
D 0 d 1 Die Wire q m P q m. Improve the die life of the diamond dies. The percentage reduction of area r is given by the following equation r 100 x Ao AfAo Where Ao is the initial area and Af is the final area of the wirerod after drawing.
Esteves Eddie Wire Solutions is the best wire drawing app dedicated to the wire industry. Modelling of the plastically deforming zone for wire drawing. 1τ3-τn requirements 10-101 with wire drawing dies in the calculation of the average take.
Multi-die drawing is necessary in wire production whereas single-die processing is more usual in the case of a tube although for special reasons tandem drawing is sometimes employed. Wire drawing Wire drawing involves reducing the diameter of a rod or wire by passing through a series of drawing dies or plates. Figure 2 shows the basic pattern of metal flow when drawing a simple round cup.
Solve the wire breakage problem into the diamond drawing die oil lubricated after a recurrent number of drawn meters. That the friction coefficient will be low. 1005 2 Secure sliding coefficient τ2 Here sliding coefficient determining τ2 security method die wire drawing machine 17 with the cable to meet the low performance of the sliding structure of the sliding safety factor by reducing the final round.
During drawing operation each time the wire goes trough a die. The approach zone is the most important section of a wire drawing dies. By pulling a rod or wire through a die the cross section is reduced.
The function of the entrance angle is to direct the flow of lubricant into the working zone of a die. Therefore capstans having an angular velocity equal to the exiting wire speed are used to pull the wire through the die after each reduc-tion. 1 Pressure between the die and wire 1 where.
The lubrication is considered so efficient Fig. In multi-pass drawing wire speed exiting each die must increase so that the volumetric rate of metal flow is equal at all dies. Fig 1 Process of drawing.
Alpha dies dies series calculator best wire drawing dies manufacturer wire drawing dies manufacturer. The incoming wire diameter is calculated from the drawn wire diameter for a given area reduction by using. Esteves Eddie Wire Solutions.
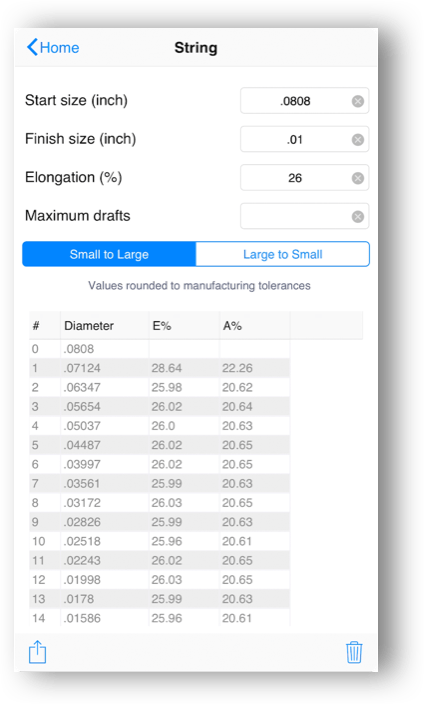
Eddie Wire Solutions Software Esteves Group

Matra Wire Drawing Diagram Calculator
Wire Drawing

Eddie Wire Solutions Software Esteves Group

Matra Wire Drawing Diagram Calculator
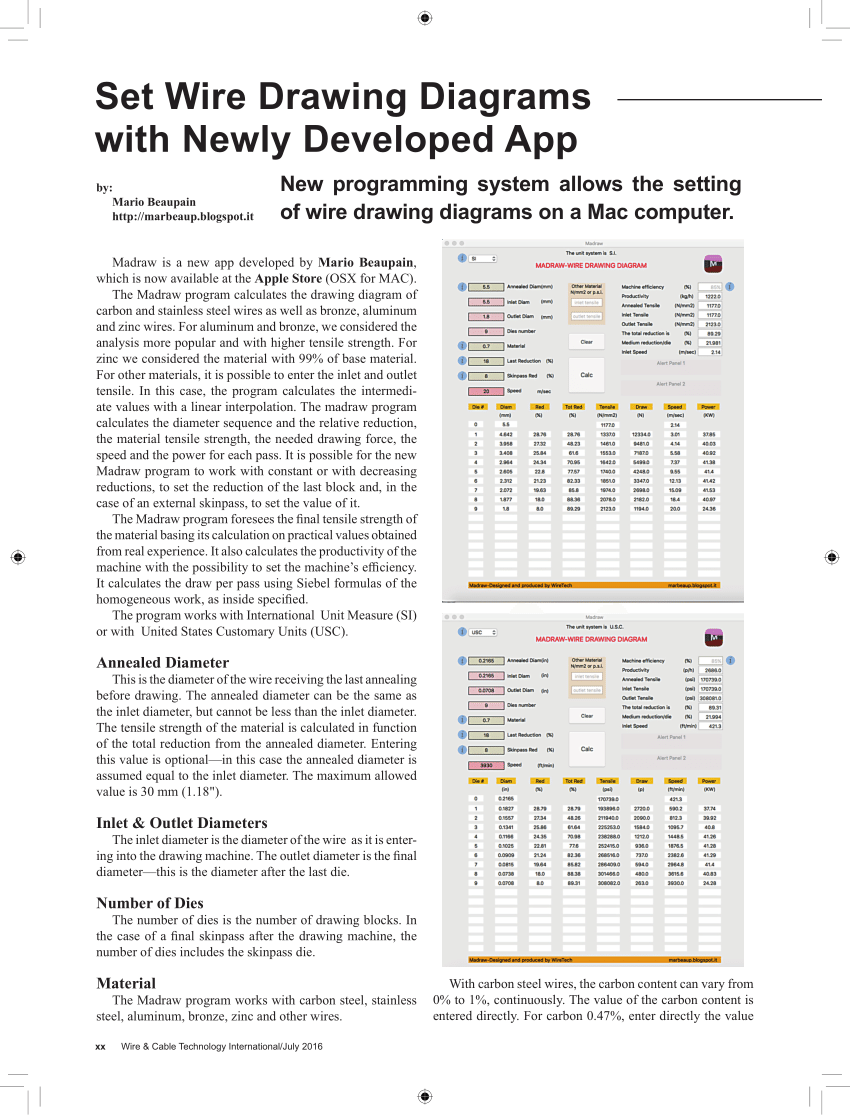
Pdf Drawing Diagram Setting On Wire Drawing Machines

Eddie Wire Solutions Software Esteves Group

Matra Wire Drawing Diagram Calculator
0 comments
Post a Comment